四八一二廠高壓空壓機異常噪聲的分析與處理
時間:2020-04-27 19:37:47 點擊:次
1 引言
高壓空壓機是軍港或軍械供氣站等場所的主要設(shè)備之一,通過空壓機各級氣缸中工作容積的不斷變化,對吸入的空氣進行壓縮,從而產(chǎn)生具有一定壓力的壓縮空氣。空壓機啟動后,壓力逐漸升高,其產(chǎn)生的綜合活塞力通過活塞、連桿及曲軸部件傳遞給滾動軸承,滾動軸承再通過其安 裝孔傳遞給兩端支撐的曲軸箱和軸承座上,最后通過空壓機支腳傳遞給安裝基礎(chǔ)]。空壓機工作時,滾動軸承與其安裝孔之間有交變的作用力,同時為了降低空壓機的振動和噪聲等指標,一般既要控制曲軸的徑向跳動,也要控制曲軸的軸向竄動,即要限制曲軸在徑向和軸向上的運動而不能發(fā)生大的位移變化量。
2 異常噪聲的現(xiàn)象及原因分析
某型高壓空壓機在首臺樣機開始試運行的過程中,逐漸出現(xiàn)間歇性的異常噪聲,且隨著末級背壓的升高,噪聲值有加大的趨勢,且當時除了噪聲異常外,空壓機仍能“正常”運行。在發(fā)現(xiàn)此異常現(xiàn)象后,工廠工程技術(shù)人員第一時間到現(xiàn)場進行查驗、分析。基于此款高壓空壓機結(jié)構(gòu)緊湊和出現(xiàn)異常噪聲現(xiàn)象的特點,經(jīng)初步判斷,可能有如下幾個方面的原因:
(1) 組合氣閥。由于各級的氣閥均為組合閥,在工作過程中,其進、排氣閥片或彈簧片可能出現(xiàn)了局部斷裂或破損,在高頻率的吸氣和排氣過程中,發(fā)出間歇性的空氣噪聲;
(2) 風扇葉片。因風扇與曲軸采用錐面配合,且冷卻風扇的葉片直徑較大,在曲軸帶動風扇做高速旋轉(zhuǎn)的過程中,由于其錐面加工誤差、裝配質(zhì)量、葉片剛度以及動平衡等因素的綜合影響,風扇葉片振幅過大導(dǎo)致與其周圍物體有輕微的摩擦,進而產(chǎn)生間歇性的機械噪聲;
(3) 軸承缺油。曲軸主軸頸處安裝滾動軸承的供油量不足,在高速旋轉(zhuǎn)時,滾動軸承出現(xiàn)了干摩擦或局部結(jié)構(gòu)性損傷而產(chǎn)生的異常噪聲;
(4) 軸承公差與配合。曲軸主軸頸處安裝滾動軸承的公差與配合不當,在高速旋轉(zhuǎn)時,滾動軸承松動后出現(xiàn)了間隙而產(chǎn)生的異常噪聲。
3 異常噪聲的排除過程及方法
在綜合考慮了該設(shè)備的保障性和經(jīng)濟性的前提下,同時盡量縮短故障排除的時間,在進行故障排查前,制定了排查步驟:先檢查空壓機外圍的輔助部分,再檢查空壓機的內(nèi)部結(jié)構(gòu),即先排查拆卸少的外圍部件,最后排查拆卸多的內(nèi)部結(jié)構(gòu)。
首先,根據(jù)噪聲源的分布情況,通過逐級拆卸各級的氣缸蓋,取出對應(yīng)級的組合閥,開機檢查并通過前后噪聲的對比,初步判斷異常噪聲不是由組合閥引起的。
其次,根據(jù)冷卻風扇的結(jié)構(gòu)特點,先拆掉其周圍的風扇罩殼,開機后噪聲依然存在,后把冷卻風扇及其附屬管路均拆卸下來,開機發(fā)現(xiàn)噪聲 依舊,故而判斷異常噪聲也不是風扇葉片引起的。
最后,在空壓機的內(nèi)部結(jié)構(gòu)上查找原因,因軸承座是通過8個螺栓連接到曲軸箱端部的,故先把軸承座從端部拆卸下來并檢查其內(nèi)孔安裝的滾動軸承。當軸承座拆卸完畢時,其表面溫度仍有約30益左右,經(jīng)初步檢視,在滾動軸承的可視表面上均勻布滿了潤滑油,也沒有出現(xiàn)結(jié)構(gòu)損傷及干涉現(xiàn)象,但隨后用手稍用力向外拉動滾動軸承時,即被輕松地拉出來3 mm左右,且同時發(fā)現(xiàn)滾動軸承在孔內(nèi)可以輕微的“晃動”(由表1知此時已為小間隙配合了),后把其一起放入油槽內(nèi)稍許加熱即可把滾動軸承完全拉出來,此時發(fā)現(xiàn)軸承座的內(nèi)孔表面和滾動軸承的外圓周表面上,且沿著圓周運動的方向上均有明顯的摩擦痕跡,后經(jīng)檢測,內(nèi)孔已失圓。
經(jīng)過分析,初步判斷異常噪聲是由于安裝在軸承座內(nèi)孔處的滾動軸承出現(xiàn)了間隙配合,并在高速旋轉(zhuǎn)和力的共同作用下,發(fā)生了較嚴重的相 對位移,從而產(chǎn)生了異常噪聲。
4 試驗驗證的過程及方法
在設(shè)計空壓機時,尤其是配裝在艦船上的空壓機,一般有質(zhì)量要求,為了降低機組的整體質(zhì)量,軸承座等采用鑄鋁合金ZL104,滾動軸承選用進口件,一般為軸承鋼或合金鋼的標準件。當拆卸下來的軸承座降至環(huán)境溫度12.5益時,使用內(nèi)徑千分表測量軸承座的內(nèi)孔,其最小直徑處的偏差約為-0.013 mm,用杠桿千分尺測量滾動軸承的外徑,其尺寸偏差約為-0.004 mm。調(diào)閱軸承座原始設(shè)計尺寸,其內(nèi)孔的極限偏差為覫110(-0.022~0)mm,且沒有標注加工和檢測時的環(huán)境溫度要求。經(jīng)查,當時這個軸承座的加工環(huán)境溫度約為15益,記錄的加工尺寸偏差為-0.01 mm。
試驗驗證時,使用油浴法加熱,即分別把拆卸下來的軸承座和滾動軸承放置在同一個油槽內(nèi)加熱,保溫一段時間后,分別測量油溫在30益、40益、50益及68益時幾個階段軸承座內(nèi)孔和滾動軸承外徑的尺寸,由于加熱膨脹,內(nèi)孔和外徑均會變大,并在68益左右時,其內(nèi)孔偏差增至+0.088 mm,而滾動軸承外徑偏差增至+0.056 mm。由此可知,隨著溫度不斷上升,滾動軸承就由最初的過盈配合,逐漸變成了間隙配合,而且運行過程中交變應(yīng)力的作用會使間隙值進一步加大。
根據(jù)設(shè)計的油冷卻器不同,往復(fù)活塞式高壓空壓機工作時的油溫也即軸承座內(nèi)孔處的溫度一般在55耀75益之間,因此,在加工軸承座的內(nèi)孔時,需要根據(jù)加工和檢測時的環(huán)境溫度,嚴格控制其內(nèi)孔的尺寸偏差。
經(jīng)試驗、記錄,產(chǎn)生異常噪聲的軸承座,其內(nèi)孔改進前的加熱試驗結(jié)果和曲線圖,如圖1所示。由圖1可以看出,當空壓機運行時,由于壓縮和摩擦會產(chǎn)生大量的熱,且配合的2個零件膨脹系數(shù)相差較大,當軸承座和滾動軸承的溫度超過27益左右后(即圖1中的C點),軸承座內(nèi)孔的偏差值就開始大于滾動軸承外徑的偏差值,且隨著溫度不斷升高,雖然滾動軸承外徑的偏差值也變大,但表示軸承座內(nèi)孔尺寸偏差大小隨溫度變化的A線此后就一直處于滾動軸承外徑尺寸偏差B線的上方,即2個零件間將出現(xiàn)間隙,逐漸松動而產(chǎn)生相對位移,進而形成噪聲源。
5 處理措施
在綜合分析了異常噪聲的排除過程和驗證試驗后,如何有效地解決和控制鑄鋁合金及類似材料的加工尺寸問題,是研究的最終目的。
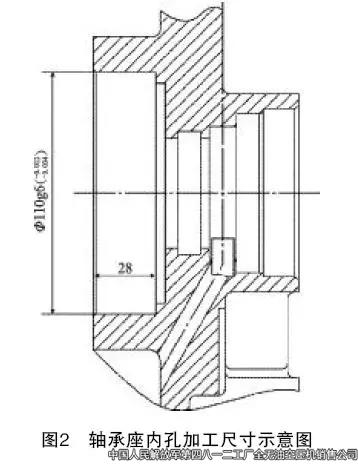
為此,根據(jù)機械設(shè)計手冊[4]中提供的鑄鋁合金膨脹系數(shù)及所做的驗證試驗,按5益為一個梯度,規(guī)定了此鑄鋁合金軸承座內(nèi)孔的加工原則:即滾動軸承座內(nèi)孔的加工尺寸,必須考慮加工和檢測時的溫度影響,圖樣上標注的內(nèi)孔尺寸極限偏差(見圖2)是針對環(huán)境溫度為20益時的情況,當加工和檢測時的溫度與20益偏離時,每增加或減少5益,其上、下偏差值就相應(yīng)增加或減少0.01 mm,依此類推。
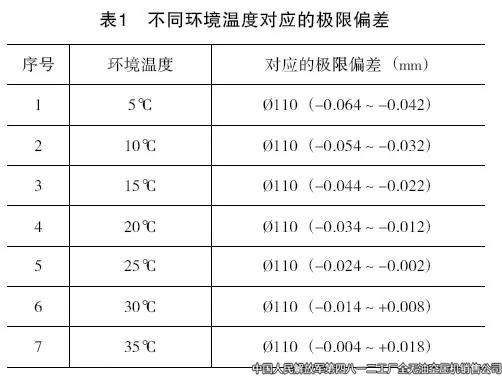
根據(jù)上述的加工原則并優(yōu)化軸承座內(nèi)孔的極限偏差,同時考慮工廠加工場所的實際情況,現(xiàn)給出了5耀35益的環(huán)境條件下,統(tǒng)計不同環(huán)境溫度時軸承座內(nèi)孔尺寸對應(yīng)的極限偏差,詳見表1。
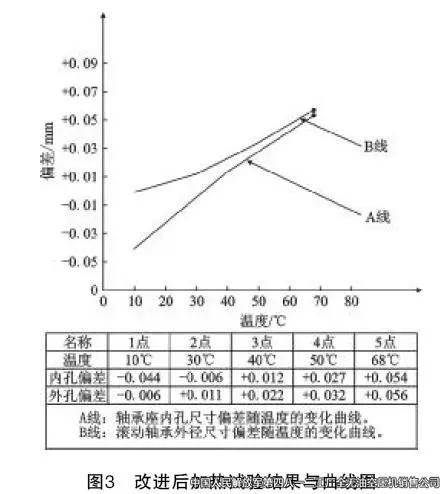
按表1中列出的不同溫度時對應(yīng)的極限偏差進行零件加工,并隨機抽取數(shù)只改進后的軸承座,取其偏差的平均值(加工環(huán)境溫度約10益),又進行了同樣的加熱試驗,并記錄了加熱溫度及對應(yīng)的尺寸偏差情況,其試驗結(jié)果與曲線圖見圖3。
由圖3可以看出,在綜合考慮了溫度的影響及優(yōu)化軸承座內(nèi)孔的極限偏差后,在軸承座內(nèi)孔處和滾動軸承的溫度達到70益左右時,其表示軸承座內(nèi)孔尺寸偏差大小隨溫度變化的A線就一直處于滾動軸承外徑尺寸偏差B線的下方了,即一般空壓機在運行時所能達到的油溫范圍內(nèi),基本可以保證2個零件一直處于適度的過盈配合狀態(tài),從而避免了因2個零件間出現(xiàn)間隙,逐漸松動后而產(chǎn)生的異常噪聲現(xiàn)象。
6 耐久性試驗情況
按上述原則和方法加工出的軸承座,在批量裝配使用前,先隨機安裝在一臺空壓機上,并參照GJB 1491-92 《艦用電動高壓往復(fù)活塞空氣壓縮機通用規(guī)范》 中4.7節(jié)的檢驗方法,重新進行了1000 h的耐久性試驗。在整個試驗過程中,沒有再出現(xiàn)類似的異常噪聲,后經(jīng)拆機檢查,滾動軸承連接緊固,也沒有出現(xiàn)相對摩擦等的痕跡,且在后續(xù)批量進行的生產(chǎn)、試驗及銷售的空壓機中,也均沒有一臺空壓機出現(xiàn)之前的異常噪聲現(xiàn)象了。
7 結(jié)語
在設(shè)備出現(xiàn)故障時,需要根據(jù)故障的特點,及時、準確地進行故障預(yù)判,通過全面分析故障現(xiàn)象,并結(jié)合產(chǎn)品結(jié)構(gòu)原理,客觀準確地判斷故障原因及損害程度,科學地制定排查措施和實施步驟。
通過實例進行總結(jié),可以優(yōu)化產(chǎn)品設(shè)計,使零件的加工過程和質(zhì)量活動處于受控狀態(tài),同時給重要零件在選用相似或同一類型的材料時提供參考和方法。
 加微信咨詢
加微信咨詢
 皖公網(wǎng)安備 34081102000401號
皖公網(wǎng)安備 34081102000401號